

การชุบโลหะ

ความหมายของการชุบโลหะ
การชุบโลหะ หมายถึง การทำให้โลหะชนิดหนึ่งเคลือบอยู่บนผิวของโลหะอีกชนิดหนึ่ง เป็นเทคโนโลยีที่มีมานาน เพื่อปรับปรุงผิวชิ้นงานให้มีความแข็ง เพื่อทนต่อการสึกหรอ การเสียดสี ความร้อน รวมถึงป้องกันการกัดกร่อน การชุบเคลือบเป็นการนำวัสดุมาเคลือบติดกับผิวชิ้นงานได้แก่ การพ่นเคลือบด้วยเปลวความร้อนการชุบเคลือบผิวด้วยไฟฟ้าการเคลือบผิวด้วยไอ กายภาพและไอเคมี การทาสี การเคลือบสารแม่เหล็กลงบนแผ่นดิสก์
อุตสาหกรรมเกือบทุกประเภทมักจะผ่านการชุบเคลือบทั้งสิ้น ได้แก่ อุตสาหกรรมการบินและอวกาศ อุตสาหกรรมยานยนต์ อุตสาหกรรมเคมีและปิโตรเลียม ตลอดจนชิ้นส่วนทางการแพทย์
ส่วนการชุบแข็งเหล็กกล้า เป็นการทำให้เหล็กกล้ามีความแข็งเพิ่มขึ้นโดยการให้ความร้อนเพื่อทำให้เหล็กกล้าเปลี่ยนโครงสร้างผลึก จากนั้นจึงทำให้เย็นตัวลง โดยอัตราการเย็นตัว ต้องเร็วพอที่จะทำให้เหล็กกล้าเปลี่ยนโครงสร้างผลึกเป็น มาร์เทนไซด์ซึ่งมีความแข็งสูง ดังนั้นในทางอุตสาหกรรมการชุบโลหะจัดอยู่ในอุตสาหกรรมตกแต่งผิวโลหะ ซึ่งเป็นอุตสาหกรรมสนับสนุนของอุตสาหกรรมหลักอื่นๆ จำนวนมาก เช่น อุตสาหกรรมยานยนต์อิเล็กทรอนิกส์อุปกรณ์ก่อสร้างอัญมณี เครื่องจักรกลหนัก เครื่องใช้ในบ้าน โทรคมนาคม เป็นต้น

การชุบโลหะมีวัตถุประสงค์หลัก 3 ประการ คือ
- เพื่อตกแต่งผลิตภัณฑ์ให้เกิดความสวยงาม แวววาว (Decorating)
- เพื่อป้องกันการผุกร่อน (Anti - corrosion) และยืดอายุการใช้งานผลิตภัณฑ์
- และเพื่อวัตถุประสงค์เฉพาะ ได้แก่
- การนำไฟฟ้า (Electrical conductivity)
- การสะท้อนแสง (Reflectivity and appearance) เช่น การเป็นประกาย (Brightness)สี (Color) เป็นต้น
- ทนทานต่อแรงบิด (Torque tolerance)
- ช่วยในงานเชื่อมประสานโลหะ (Solder ability)
- ทนทานต่อสารเคมี (Chemical resistance)
- ความสามารถในการยึดเกาะกับเนื้อยางพารา (Ability to bond to rubber) เช่น ในอุตสาหกรรมยางรถยนต์ เป็นต้น
- เพิ่มความแข็ง (Hardness)
เดวี่ผู้ชุบโลหะด้วยไฟฟ้า
ฮัมฟรี เดวี่ : Humphrey Davy
เกิด วันที่ 17 ธันวาคม ค.ศ. 1778 ที่เมืองเพนแซนซ์ คอร์นเวล (Penzance Cornwell) ประเทศอังกฤษ (England)
เสียชีวิต วันที่ 29 พฤษภาคม ค.ศ. 1829 ที่เมืองเจนีวา (Geneva) ประเทศสวิตเซอร์แลนด์ (Switzerland)
ผลงาน – ค้นพบสมบัติของก๊าซไนตรัสออกไซด์ (Nitrous Oxide)
– บุกเบิกการชุบโลหะด้วยไฟฟ้า
– ประดิษฐ์ตะเกียงนิรภัย (SafetyLamp)
เดวี่เกิดเมื่อวันที่ 17 ธันวาคม ค.ศ. 1778 ที่เมืองเพนแซนซ์ คอร์นเวล ประเทศอังกฤษในครอบครัวที่ค่อนข้างยากจน บิดาของเดวี่เป็นช่างแกะสลักไม้ ในปี ค.ศ. 1784 เดวี่ได้เข้าเรียนขั้นต้นที่โรงเรียนเพนแซนซ์ ต่อมาในปี ค.ศ. 1794 พ่อของเดวี่เสียชีวิต อีกทั้งยังทิ้งหนี้สิ้นไว้ให้เขาต้องชดใช้อีกจำนวนหนึ่งทำให้เดวี่ต้องลาออก จากโรงเรียนและหางานทำเดวี่ได้งานทำในตำแหน่งผู้ช่วยปรุงยาของศัลยแพทย์อยู่ หนึ่งระหว่างที่เขาทำงานอยู่ที่นี่เขามีโอกาสได้อ่านหนังสือจำนวนมากรวมถึง หนังสือเกี่ยวกับวิทยาศาสตร์ ด้วย ทำให้เขามีความสนใจเกี่ยวกับวิทยาศาสตร์ เดวี่ได้เริ่มทำการทดลองวิทยาศาสตร์โดยใช้ห้องทดลองของเจ้านายที่อยู่ชั้นบน สุด ทำการทดลองในครั้งแรก ๆ เดวี่ได้ทำการทดลองตามอย่างในหนังสือเท่านั้น แต่ต่อมาเดวี่ได้ทำการทดลองในเรื่องที่เขาสนใจซึ่ง เป็นผลที่ทำให้เขาประสบความสำเร็จ
เดวี่มีโอกาสได้รู้จักกับนักวิทยาศาสตร์ผู้มีชื่อเสียงหลายท่าน เช่น เจมส์ วัตต์ จูเนียร์ (James WattJunior.) และ ดร.กิลเบิร์ต (Dr.Gillbert) ประธานราชสมาคมแห่งกรุงลอนดอน (Royal Society of London) ต่อมาในปี ค.ศ. 1798 เดวี่ได้เข้าทำงานในตำแหน่งผู้ช่วย และผู้ดูแลห้องทดลองวิทยาศาสตร์ของ ดร.โทมัส เบดดัส (Dr.Thomas Beddoes) ที่เมืองคลิฟตัน ในระหว่างที่เดวี่ทำงานอยู่กับเบดดัส เขามีโอกาสได้ศึกษาวิชาเคมี การใช้ยา และวิธีการใช้เครื่องมือวิทยาศาสตร์ ทำให้เดวี่เป็นผู้ที่ มีความรู้กว้างขวางเกี่ยวกับวิทยาศาสตร์เป็นอย่างดี
ใน ปี ค.ศ. 1798 เขาได้เริ่มต้นการทดลองเกี่ยวกับสมบัติของก๊าซในการรักษาโรค และในที่สุดเดวี่ก็ได้ค้นพบสมบัติของก๊าซ ไนตรัสออกไซด์ (Nitrous oxide) ซึ่งเป็นก๊าซที่มีพิษร้ายแรงมาก การทดลองจึงต้องเป็นไปด้วยความระมัดระวัง ดังนั้นเดวี่จึงได้ทำการทดลองกับตัวเอง เมื่อเขาทดลองสูดดมก๊าซชนิดนี้เข้าไปจึงพบว่า มันทำให้เขารู้สึกสดชื่นและอยากหัวเราะ ดังนั้นเขาจึงตั้งชื่อก๊าซชนิดนี้ใหม่ว่า “ก๊าซหัวเราะ”
ต่อมาเขาได้พบสมบัติของก๊าซไนตรัสออกไซด์เพิ่มเติมว่าเมื่อสูดดมก๊าซชนิดนี้ เข้าไปมาก ๆ จะทำให้หมดสติไปชั่วระยะเวลาหนึ่ง การค้นพบครั้งนี้เกิดขึ้นจากเดวี่ได้สูดดมก๊าซชนิดนี้เข้าไปในปริมาณที่ มากกว่าปกติ ทำให้เขาหมดสติไป การค้นพบครั้งนี้ของเดวี่ถือว่ามีประโยชน์อย่างมากสำหรับวงการแพทย์ เนื่องจากแพทย์ได้นำก๊าซชนิดนี้มาทำให้ผู้ป่วยหมดสติในระหว่างการผ่าตัด หรือรักษาแผลฉกรรจ์มาก ทำให้ผู้ป่วยไม่ต้องทนทุกข์ทรมานจากความเจ็บปวดอีกต่อไป แต่ต่อมาไม่นานนักเดวี่ได้หยุดการทดลองไปชั่วระยะหนึ่งเนื่องจากการทดลองใน ลักษณะเดียวกันนี้ ทำให้เขาล้มป่วยจากการสูดดมก๊าซที่มีพิษชนิดร้ายแรงเข้าไป
จากการค้นพบสมบัติของก๊าซไนตรัสออกไซด์ทำให้เดวี่เป็นบุคคลที่มีชื่อ เสียงและในปี ค.ศ. 1800 เขาได้รับเชิญให้ดำรงตำแหน่งผู้ช่วยศาสตราจารย์ที่ราชบัณฑิตยสภา (RoyalInstitution) ครั้งแรกที่เดวี่พบกับรัมฟอร์ด รัมฟอร์ดยังไม่มีความ เชื่อถือในตัวเดวี่เท่าไหร่นัก เพราะเดวี่ยังดูอ่อนทั้งประบการณ์และความรู้ รัมฟอร์ดจึงขอทดสอบเดวี่ก่อน ซึ่งเดวี่สามารถ แสดงให้รัมฟอร์ดเห็นถึงความสามารถในการแสดงปาฐกถาได้เป็นอย่างดี การที่เดวี่สามารถพูดปาฐกถาได้ดีก็เพราะเขาหัดพูดต่อหน้ากระจกมาตั้งแต่เด็ก เมื่อรัมฟอร์ดยอมรับในตัวเดวี่แล้ว เขาได้มอบหมายงานให้กับเดวี่หลายอย่าง ได้แก่ ทำการทดลองวิทยาศาสตร์ จัดแสดงปาฐกถา และสอนหนังสือให้กับคนยากจน และด้วยความสามารถของเดวี่ ภายใน one ปี เขาได้เลื่อนตำแหน่งให้เป็นศาสตราจารย์ประจำสถาบัน และผู้อำนวยการห้องทดลอง เดวี่ได้เดินทางไปปาฐกถาที่ราชบัณฑิตยสภา ก็มักจะมีคนเข้าชมกันอย่าง หนาแน่นล้นหลามทุกครั้งไป
เดวี่ได้แสดงปาฐกถาในหลายหัวข้อ หัวข้อการปาฐกถาที่ได้รับความนิยมมากที่สุด คือ การฟอกหนัง อีกทั้งการบรรยายเรื่องนี้ ทำให้เขาได้รับเลือกให้ดำรงตำแหน่งนายกของราชสมาคมเกษตร (Agriculture of the Royal Institution) ในปี ค.ศ. 1802 นอกจากการแสดงปาฐกถาแล้วเดวี่ยังใช้เวลาส่วนที่เหลือในการค้นคว้าทดลองวิทยา ศาสตร์ ซึ่งเขา ทุ่มเทให้กับงานทดลองอย่างมาก แม้ว่าการทดลองในครั้งแรก ๆ จะล้อมเหลวอยู่บ่อยครั้ง แต่เดวี่ก็ไม่ละความพยายามการค้นคว้าความลับเกี่ยวกับสิ่งที่ทำให้เกิดความ ร้อน เป็นสิ่งที่นักวิทยาศาสตร์ในสมัยนั้นให้ความสนใจเป็นอย่างมาก แม้แต่เดวี่เองก็ให้ความสนใจเช่นกัน
เดวี่ได้ทำการทดลองหาความร้อนโดยการนำน้ำแข็งสองก้อนมาถูกัน ปรากฏว่าน้ำแข็งบริเวณที่เสียดสีกันละลาย จากผลการทดลองเดวี่ตั้งข้อสังเกตว่า ความร้อนน่าจะเป็นตัวที่ทำให้น้ำแข็งละลาย แต่ความร้อนมาจากที่ใด จากนั้นเดวี่จึงสร้างเครื่องสำหรับการทดลองขึ้นมา โดยมีลักษณะเป็นหลอดแก้วสุญญากาศ สามารถควบคุมอุณหภูมิให้อยู่ในจุดเยือกแข็งได้จากนั้นจึงใส่น้ำแข็งลงไป a pair of ก้อน โดยใช้กลไกควบคุมให้น้ำแข็ง a pair of ก้อนนี้ เสียดสีกัน ปรากฏว่าเมื่อน้ำแข็งเสียดสีกันน้ำแข็งละลายจากผลการทดลองเดวี่สรุปได้ว่า ความร้อนเป็นตัวการที่ทำให้น้ำแข็งละลาย ซึ่งเกิดจากการสั่นสะเทือนของอะตอมของสสารที่เกิดจากการเสียดสี
ในระหว่างนี้มีนักวิทยาศาสตร์หลายท่านให้ความสนใจเกี่ยวกับไฟฟ้า พร้อมทั้งค้นพบประโยชน์ของไฟฟ้า เดวี่เป็นนัก วิทยาศาสตร์คนหนึ่งที่ให้ความสนใจเกี่ยวกับไฟฟ้าเช่นกัน เดวี่ได้ทดลองโดยการนำลวดมาต่อเข้ากับขั้วบวกและขั้วลบของแบตเตอรี่ขนาดใหญ่ ที่เขาพบในห้องทดลองของรัมฟอร์ด เมื่อเอาปลายของลวดทั้งสองเข้ามาใกล้ ๆ กัน ปรากฏว่าเกิดประกายไฟกระโดดข้าม ไปมา โดยประกายไฟกระโดดมีลักษณะโค้งเล็กน้อยอีกทั้งมีแสงสว่างออกมาด้วยต่อมาเขา ได้ทำการทดลองเช่นนี้ในสุญญากาศและได้ผลลัพธ์ออกมาเหมือนกันจากผลการทดลอง ครั้งนี้ เดวี่ได้นำหลักการนี้ไปประดิษฐ์หลอดไฟ เขาตั้งชื่อหลอดไฟฟ้าชนิดนี้ว่า Arc Light
การทดลองเกี่ยวกับไฟฟ้าของเดวี่ ยังดำเนินต่อไปหลังจากประสบความสำเร็จในครังแรกเดวี่ได้ทำการทดลองแยกธาตุ ด้วย กระแสไฟฟ้า ซึ่งเขานำแบบอย่างมาจากนิคอสัน ที่สามารถแยกก๊าซไฮโดรเจนและออกซิเจนได้ แต่เดวี่ทำการทดลองอย่างจริงจังและสามารถแยกธาตุได้มากกว่านิคอสันเสียอีก ธาตุที่เดวี่สามารถแยกได้ เช่น โซเดียมไฮดรอกไซด์ หรือโซดาไฟ (Sodium hydroxide) ซึ่งเป็นของแข็ง สีขาว น้ำหนักเบา สามารถลอยน้ำได้ เมื่อถูกน้ำจะระเบิด และลุกเป็นไฟได้ อีกทั้งต้องเก็บรักษา
ไว้ในน้ำมันเนื่องจากสารชนิดนี้ทำปฏิกิริยากับออกซิเจนทำให้เปลี่ยนสีสาร ชนิดนี้ถือว่ามีประโยชน์อย่างมากในวงอุตสาหกรรม เพราะใช้ประโยชน์ในการหาความบริสุทธิ์ของน้ำมัน และทำก๊าซเพื่อบรรจุในหลอดไฟฟ้าที่ให้แสงสว่าง ผลงานที่สำคัญอีกอย่างหนึ่ง คือ การแยกสารประกอบของน้ำได้ เดวี่พบว่าน้ำประกอบไปด้วยธาตุ a pair of ชนิด คือ ออกซิเจน และไฮโดรเจน นอกจากนี้ยังมีแมกนีเซียม แคลเซียมและโพแทสเซียม เป็นต้น
จาก ผลงานการแยกธาตุด้วยไฟฟ้าของเดวี่ ในปี ค.ศ. 1812 เดวี่ได้รับพระราชทานเหรียญทองจากราชบัณฑิตยสภาแห่ง ฝรั่งเศส (Royal Institute ofFrance) และได้รับเชิญให้เข้าร่วมเป็นสมาชิกสมาคมนี้ด้วย ซึ่งถือว่าเป็นเกียรติสำหรับเดวี่ อย่างมาก เนื่องจากในขณะนั้น อังกฤษและฝรั่งเศสได้ทำสงครามกันอยู่ แต่ความสามารถของเขาก็แสดงให้เห็นว่าวิทยาศาสตร์ อยู่เหนือความขัดแย้งทางการเมือง ต่อมาเดวี่ได้รับพระราชทานยศอัศวิน (Knight) จากกษัตริย์
ในปี ค.ศ. 1815 หลังจากที่เขาเดินทางกลับจากท่องเที่ยวในทวีปยุโรป เจ้าของเหมืองและเจ้าของโรงงานอุตสาหกรรม หลายแห่งได้มาขอร้องให้ราชบัณฑิตยสภา ช่วยแก้ไขปัญหาเหมือนถ่ายหินระเบิด เนื่องจากภายในเมืองมีก๊าซที่สามารถติดไฟได้ ซึ่งคนงานเหมือนเรียกก๊าซชนิดนี้ว่า “ไฟอับ” และเมื่อก๊าซทำปฏิกิริยากับเปลวไฟทำให้เกิดการระเบิดขึ้นภายในเหมือง ซึ่งส่งผลให้คนเสียชีวิตจากเหตุการณ์แต่ละครั้งจำนวนมาก แต่ก็ไม่สามารถเลิกใช้โคมไฟชนิดนี้ได้เนื่องจากภายในเหมืองมืดมาก และไม่มี
อุปกรณ์ชนิดอื่นทดแทน เมื่อเกิดระเบิดขึ้นบ่อยครั้งทำให้กรรมกรเหมือนหวาดกลัว และไม่ยอมทำงาน ส่งผลกระทบต่อวงการอุตสาหกรรมอย่างมาก
เมื่อเดวี่เป็นสมาชิกของราชบัณฑิตยสภา และเป็นนักวิทยาศาสตร์ที่มีชื่อเสียงและผลงานยอดเยี่ยมที่สุดในขณะนัน จึงเป็นผู้รับหน้าที่ในการแก้ไขปัญหานี้ เดวี่เริ่มต้นศึกษาสาเหตุของเหมืองระเบิดว่าเกิดจากก๊าซไฮโดรเจนและคาร์บอน ซึ่งเป็นก๊าซที่ไวไฟมากเมื่อถูกเปลวไฟจะลุกไหม้และลุกลามอย่างรวดเร็ว ดังนั้นเดวี่จึงออกแบบตะเกียงชนิดหนึ่งขึ้น ชื่อว่า ตะเกียงนิรภัย หรือ ตะเกียงเดวี่ (Safety Lamps or Davy Lamps) โดยลักษณะตะเกียงของเดวี่จะล้อมรอบด้วยตะแกรงลวดเส้นบาง ๆ เพื่อป้องกันไม่ให้เปลวไฟแลบออกมา และแม้ว่าก๊าซจะสามารถเข้าไปในตะเกียงได้ตะแกรงลวดก็จะป้องกันเปลวไฟไม่ให้ ลุกลามออกมาข้างนอกได้ แม้จะมีตะแกรงลวดกั้นตะเกียงชนิดนี้ก็ยังให้แสงสว่างได้ตามปกติ ตะเกียงนิรภัยของเดวี่สามารถป้องกันเหตุการณ์เหมือนระเบิดได้เป็นอย่างดี จากผลงานชิ้นนี้เดวี่ได้รับพระราชทานตำแหน่งบาโรเนต (Baronet) และต่อมา เดวี่ได้รับเลือกให้ดำรงตำแหน่งประธานราชบัณฑิตยสภาอีกด้วย
เดวี่ได้ทำงานอย่างหนักเพื่อปรับปรุงตะเกียงนิรภัยให้มีประสิทธิภาพมากขึ้น จนกระทั่วล้มป่วย หมอแนะนำให้เขาเดินทางไปตากอากาศในที่ที่มีอากาศเย็นสบายกว่าที่อังกฤษ เดวี่ได้ทำตามคำแนะนำของหมด เขาได้เดินทางไปยังกรุงโรม ประเทศอิตาลี แต่นั้นก็ไม่ทำให้สุขภาพของเขาดีขึ้น แต่อาการกลับหนักขึ้นจนกระทั่งเสียชีวิตในวันที่ 29 พฤษภาคม ค.ศ. 1829 ที่เมืองเจนีวา ประเทศสวิตเซอร์แลนด์
การชุบโลหะในประเทศไทย
ท่านอาจารย์ มร. ร. โรจนสุทธิ์ ได้ทุ่มเทให้กับวงการชุบโลหะมาช้านาน ท่านเป็นบิดาแห่งวงการชุบโลหะของไทยมากว่า 60 ปี ในปีพ.ศ. 2540 ท่านและบุตรชาย (มร. ท. โรจนสุทธิ์) จึงเริ่มก่อตั้งบริษัทโดยใช้แบรนด์ว่า KRONOS ซึ่งในปีนั้นเป็นปีแห่งจุดเริ่มต้นของฟองสบู่แตกและค่าเงินบาทลอยตัวใน ประเทศไทย หลายคนคงปฏิเสธไม่ได้ว่า การลงทุนธุรกิจใดๆก็ตามในปีนั้นถือว่ามีความเสี่ยงสูงมาก เพราะโอกาสที่จะลงทุนแล้วล้มละลายนั้นเรียกได้ว่าเกือบ 100% อย่างไรก็ตาม KRONOS ก็สามารถฝ่าวิกฤตและยืนหยัดได้อย่างแข็งแกร่ง ภายใต้แบรนด์ KRONOS ที่รักษาคุณภาพในการเป็นผู้นำการให้บริการชุบโลหะและอโลหะของเมืองไทย อีกทั้งแถบภูมิภาคเอเซียตะวันออกเฉียงใต้ต่อไปในอนาคต
กลับไปที่เนื้อหา
การชุบโลหะด้วยไฟฟ้า (Electroplating)
|
|||||||||||||||||||||||||||||||||||||||||||
| คอปเปอร์ ซัลเฟตที่มีอยู่ในน้ำยาจะแยกสลายออกเป็นอนุภาคเล็ก ๆ 2 ส่วนคือ อนุภาคคอปเปอร์ (Cu2+) มีประจุไฟฟ้าบวก (+) ประจำตัว และซัลเฟต (SO42-) มีประจุไฟฟ้าลบ (-) ประจำตัว เมื่อต่อกระแสไฟฟ้าให้ครบวงจรอนุภาคเล็กๆ ทองแดงจะวิ่งไปหาทองคำขาว (ขั้วลบ) เกาะติดเป็นผงสีแดงอยู่บนแผ่น ทองคำขาว ส่วนอนุภาค ซัลเฟตจะวิ่งไปหาแผ่นทองแดง (ขั้วบวก) ทำปฏิกิริยากับทองแดงเป็นเหตุให้ทองแดงละลายเป็นคอปเปอร์ซัลเฟต แทนที่คอปเปอร์ซัลเฟตตัวก่อนที่หมดไป คอปเปอร์ซัลเฟตตัวหลังนี้จะแยกสลายออกเป็น 2 ส่วนอีก คืออนุภาคคอปเปอร์ (Cu2+) และอนุภาคซัลเฟต (SO42-) อนุภาคคอปเปอร์จะวิ่งไปขั้วลบเกาะติดอยู่ที่แผ่นทองคำขาว อนุภาคซัลเฟตวิ่งไปที่ทำปฏิกิริยากับขั้วบวกกลายเป็นคอปเปอร์ซัลเฟตขึ้นมา แทนที่อีก ปฏิกิริยาจะเกิดหมุนเวียนเช่นนี้ตลอดไปตราบที่ยังคงต่อให้กระแสไฟฟ้าไหล ผ่าน จากการค้นพบกฎเกณฑ์อันนี้ จึงได้มีการนำเอามาใช้เป็นประโยชน์ในการชุบโลหะด้วยไฟฟ้า (Electroplating) หรือการแยกโลหะให้บริสุทธิ์ (Refinery) ตัวอย่างเช่น มีทองแดงไม่บริสุทธิ์อยู่ ก็สามารถนำเอาทองแดงนี้ไปทำเป็นแผ่นขั้วบวกแล้วจุ่มในสารละลายคอปเปอร์ ซัลเฟต เมื่อไฟฟ้าไหลผ่านครบวงจรก็จะเกิดปฏิกิริยาทำให้ทองแดงบริสุทธิ์ไปเกาะติดบน แผ่นขั้วลบ ซึ่งเราก็จะได้ทองแดงบริสุทธิ์ตามต้องการการชุบ โลหะด้วยไฟฟ้า เป็นกระบวนการที่นิยมใช้กันมาก เนื่องจากสามารถนำโลหะ และอโลหะหลายชนิดมาทำการเคลือบผิว ในขณะเดียวกันก็สามารถเลือกโลหะที่จะนำมาเคลือบผิวได้หลากหลายชนิดด้วย ดังตาราง | |||||||||||||||||||||||||||||||||||||||||||
|
ตัวอย่างของโลหะที่ใช้เคลือบชิ้นงานด้วยวิธีการชุบไฟฟ้า (Electroplating)
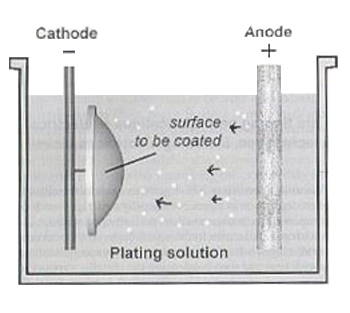
หมายเหตุ 1. ชนิดของวัสดุและโลหะที่ใช้เป็นชิ้นงานก่อนชุบ 2. พลาสติกที่เคลือบด้วยสารตัวนำไฟฟ้า สามารถนำมาชุบโลหะเคลือบที่ผิวชิ้นงานได้ หลักการของการชุบโลหะด้วยไฟฟ้าคือ ต้องให้โลหะชนิดหนึ่งมาเคลือบบนโลหะอีกชนิดหนึ่งที่อยู่เป็นแคโทด โดยจัดเซลล์ดังนี้ ขั้วแอโนด: โลหะที่ใช้ชุบ ขั้วแคโทด: โลหะที่ต้องการชุบ สารละลายอิเล็กโทรไลต์: โลหะไอออนของโลหะที่เป็นแอโนด ไฟฟ้า: กระแสตรง
จากรูป การชุบช้อนโลหะด้วยเงิน ต้องใช้เงินเป็นแอโนด ช้อนโลหะเป็นแคโทด และใช้สารละลายซิลเวอร์ไนเตรตเป็นสารละลายอิเล็กโทรไลต์ ขั้วแอโนด: Ag: Ag(s) ขั้วแคโทด: ช้อน: Ag+(aq) + e- |


กลับไปที่เนื้อหา
การชุบโลหะแบบไม่ใช้ไฟฟ้า (Electroless Plating)
การชุบโลหะแบบไม่ใช้ไฟฟ้า (Electroless plating) คือ กระบวนการจับตัวของโลหะที่ผิวหน้าวัตถุ ที่เกิดจากปฏิกิริยาทางเคมีโดยไม่ใช้กระแสไฟฟ้าตัวอย่าง เช่น การชุบทองแดง และนิกเกิล แบบไม่ใช้กระแสไฟฟ้า ลงบนแผ่นวงจรพิมพ์ (Printed circuit boards, PCB)
ตัวอย่างการชุบโลหะโดยไม่ใช้กระแสไฟฟ้า
กลับไปที่เนื้อหา
การชุบโลหะแบบการเปลี่ยนแปลงทางเคมีและไฟฟ้าเคมี
การชุบโลหะแบบการเปลี่ยนแปลงทางเคมีและไฟฟ้าเคมี (Chemical and electrochemical conversion) คือ กระบวนการชุบโลหะที่มีการเปลี่ยนแปลงทางเคมี ขึ้นที่ผิวหน้าของชิ้นงาน โดยอาจมีการใช้กระแสไฟฟ้าหรือไม่ก็ได้ เพื่อทำให้เกิดชั้นป้องกันผิว (Protective coating) และ/หรือเกิดชั้นผิวที่สวยงาม (Decorative coating) ตัวอย่างเช่น
- Chromating คือ การชุบโลหะด้วยโครเมียม
- Phosphating คือ การเตรียมพื้นผิวหน้า โดยการรองพื้นด้วยฟอสเฟต ซึ่งเป็นกระบวนการที่จะทำก่อนการทาสี หรือพ่นสี
- Anodizing คือ การจุ่มชิ้นงานลงในสารละลายเกลือโลหะ หรือสารละลายกรด เพื่อให้เกิดปฏิกิริยาเป็นออกไซด์ของโลหะ (Metal oxide) ซึ่งมีคุณสมบัติในการป้องกันการกัดกร่อน
- Passivating คือ กระบวนการจุ่มชิ้นงานลงในสารละลายกรด เช่น กรดดินประสิว (Nitric acid) หรือสารละลายของกรดดินประสิวกับเกลือโซเดียมไดโครเมต (Sodium dichromate) ใช้สำหรับการป้องกันการผุกร่อน (Corrosion) และช่วยยืดอายุการใช้งานของผลิตภัณฑ์
กลับไปที่เนื้อหา
การชุบโลหะแบบอื่น ๆ
การชุบโลหะแบบอื่น ๆ (Other surface finishing technologies)คือ กระบวนการชุบโลหะที่ไม่จัดอยู่ใน 3 กลุ่มข้างต้น ได้แก่
1) การชุบสังกะสีแบบจุ่มร้อน Hot dipped galvanizing คือ กระบวนการชุบสังกะสีแบบจุ่มร้อน เพื่อเคลือบผิวเหล็ก หรือเหล็กกล้า
2) Surface hardening คือ กระบวนการทางด้านวัสดุโลหะ ที่ทำให้ผิวด้านนอกของวัตถุมีความแข็งมากกว่าเนื้อวัตถุที่อยู่ภายใน เป็นวิธีการปรับปรุงผิวโลหะให้มีความแข็ง (Hardness) เพิ่มมากขึ้น เพื่อให้มีความทนทาน (Durable) และสามารถต้านทานการสึกกร่อน (Wear-resistance) ได้ดี เช่น
- Carburizing คือ การปรับปรุงสภาพผิวของเหล็กกล้าประเภทคาร์บอนต่ำ (Low carbon steel) อบกับสารที่มีปริมาณคาร์บอนสูง โดยคาร์บอนจะแพร่กระจายเข้าไปในผิวเนื้อเหล็กที่อุณหภูมิสูง 845-955 องศาเซสเซียส เกิดเป็นชั้นผิวแข็งหุ้มที่เปลือกนอกของชิ้นโลหะ และมีคาร์บอนเพิ่มขึ้นประมาณ 0.85 % สารคาร์บอนที่นำมาอบที่เป็นของแข็งได้แก่ ถ่านไม้ หรือถ่านโค้ก ผสมกับแบเรียมคาร์บอเนต สารที่เป็นก๊าซ ได้แก่ คาร์บอนไดออกไซด์ คาร์บอนโมโนออกไซด์ มีเทน เป็นต้น
- Nitriding คือ การปรับปรุงสภาพผิวโลหะภายใต้บรรยากาศของก๊าซแอมโมเนีย เกิดการละลายของไนโตรเจนในเนื้อโลหะและเกิดสารประกอบไนโตรด์ที่ผิวนอก ทำให้ผิวชิ้นงานมีลักษณะแข็งมาก
3) การชุบโลหะอื่น ๆ เช่น Cladding, Vapor deposition, Vacuum coating เป็นต้น
- Cladding เป็นการปรับปรุงผิวโลหะเพื่อป้องกันสนิมด้วยการปกคลุมเนื้อโลหะด้วยโลหะอีกชนิดหนึ่ง และยึดติดกันด้วยแรงกล เช่น การอัดบีบ (Pressing) การรีดดึง (Extruding) ภายใต้ความดันสูง ตัวอย่างได้แก่ การผลิตเหรียญกษาปณ์ แผงอลูมิเนียมประดับอาคาร เป็นต้น
- Vapor deposition คือการทำให้สารกลายไอ หรือ มีสถานะเป็นก๊าซ แล้วเกิดการกลั่นตัว หรือเกิดปฏิกิริยาเคมีที่ผิววัตถุ เพื่อปรับปรุงคุณสมบัติต่าง ๆ เช่น คุณสมบัติทางกล ไฟฟ้า ความร้อน สะท้อนแสง ป้องกันสนิมและต้านทานการสึกกร่อน
- Vacuum coating คือการเคลือบผิววัตถุ ในสภาพสุญญากาศ หรือมีความกดอากาศน้อย ทำให้ผิวเคลือบมีความบริสุทธิ์และไม่มีสารเจือปน เนื่องจากไม่มีก๊าซชนิดอื่นปะปน ส่วนมากใช้ในอุตสาหกรรมผลิต เวเฟอร์ อัญมณี ฟิล์มโลหะหรือฟิล์มนำไฟฟ้า และฟิล์มนำไฟฟ้าชนิดโปร่งใส เช่น แผงป้องกันฝ้าที่กระจก ฟิล์มป้องกันไฟฟ้าสถิตย์ที่จอภาพ เป็นต้น
| กรรมวิธีการผลิตการชุบสังกะสีแบบจุ่มร้อน หมายถึง การเคลือบผิวชิ้นงาน ซึ่งส่วนใหญ่เป็นเหล็กกล้า และเหล็กหล่อด้วยโลหะสังกะสี ทั้งนี้เพื่อประโยชน์ในการเพิ่มความทนทานต่อการขัด การขูดขีด ทนทานต่อการกัดกร่อน เพื่อยืดอายุการใช้งาน เพื่อความสวยงามและอาจเพื่อประโยชน์เฉพาะด้าน อาทิ เพิ่มความแข็ง เป็นต้น วิธีการทั่วไป คือ การนำชิ้นงานที่ผ่านการเตรียมผิวมาแล้วจุ่มลงไปในสังกะสีหลอมละลายที่ต้องการใช้เคลือบ โดยเวลาที่ใช้ในการจุ่มจะมากน้อยเพียงใด ขึ้นอยู่กับความหนาที่ต้องการเป็นสำคัญ และจากคุณสมบัติของการเกาะตัวของโลหะทั้งสองประกอบกัน อาจทำการขัดเงาหรือผ่านขั้นตอนตกแต่งอื่น เพื่อให้ได้ชิ้นงานตามที่กำหนด จะเห็นได้ว่าการชุบโลหะโดยวิธีการนี้ ไม่ยุ่งยากซับซ้อนและใช้ต้นทุนต่ำ การชุบสังกะสีโดยวิธีจุ่มร้อนเป็นกระบวนการที่นิยมใช้กันแพร่หลายที่ทำให้โครงสร้างเหล็กมีอายุการใช้งาน (Service life) ที่ยาวนานขึ้นเป็นวิธีการป้องกันการผุกร่อนของเหล็กที่ดีที่สุดในปัจจุบัน เมื่อเทียบกับต้นทุนค่าใช้จ่าย การชุบสังกะสีแบบจุ่มร้อน เป็นการตกแต่งผิวโลหะเพื่อประโยชน์ในการ |
|
|


|
การป้องกันแบบกัลวานิค (Galvanic protection) คือวิธีการที่ชั้นผิวสังกะสีช่วยป้องกันการเกิดสนิมโดยอาศัยค่าศักย์ไฟฟ้าที่แตกต่าง ระหว่างโลหะสังกะสีและเหล็ก กล่าวคือ เมื่อชิ้นงานชุบเคลือบสังกะสี เกิดรอยขีดข่วนอันมีผลมาจากการใช้งานหรือขนส่ง และ/หรือมีการเจาะรูหรือตัดริมขอบ จะทำให้เนื้อเหล็กเปิดออกและสัมผัสกับอากาศโดยตรง แต่โลหะสังกะสีที่เคลือบผิวอยู่ใกล้ ๆ กับเนื้อเหล็กจะแสดงคุณสมบัติเฉพาะที่เรียกว่าการป้องกันแบบกัลวานิคหรือการป้องกันแบบขั้วศักย์ไฟฟ้า (Cathodic protection) โดยโลหะสังกะสีจะปลดปล่อยอีเล็กตรอนได้ดีกว่าโลหะเหล็ก ดังปฏิกิริยาข้างล่างนี้ |
|
|
| คุณสมบัติเด่น 2 ประการดังกล่าว ทำให้อุตสาหกรรมต่าง ๆ ที่ใช้เหล็กเป็นโครงสร้างนำเหล็กชุบสังกะสีไปใช้อย่างกว้างขวาง เพื่อยืดอายุของเหล็กชุบสังกะสีออกไปได้อีกมากกว่า 10 เท่าอายุของการใช้เหล็กเพียงอย่างเดียว (ดังรูป) |
|
|




คุณสมบัติของชั้นสังกะสีจากระบวนการแบบต่างๆ
ปัจจุบันวิธีการนำสังกะสีมาใช้ป้องกันเหล็กไม่ให้ผุกร่อนมีมากมายหลายวิธี เพื่อให้ได้ชั้นสังกะสีที่มีคุณสมบัติแตกต่างกัน ทำให้เหมาะสมกับสภาพการใช้งานที่ต่างกันด้วย
|
คุณสมบัติของชั้นสังกะสี |
การชุบแบบจุ่มร้อน (Hot Dip Galvanizing) |
การชุบแบบใช้ไฟฟ้า (Electroplating) |
การพ่นชั้นสังกะสี (Zinc Spraying) |
ชั้นสีที่มีฝุ่นสังกะสี (Zinc Rich Paint) |
| ความสามารถในการยึดเกาะ | ดีมาก : ชั้นสังกะสีจะยึดติดกับผิวเหล็กอย่างเหนียวแน่นเชิงโลหะ เนื่องจากในกระบวนการชุบจะมีชั้นโลหะผสมระหว่างเหล็กกับสังกะสีเกิดขึ้น และมีชั้นสังกะสีบริสุทธิ์เคลือบทับชั้นโลหะผสมอีกทีหนึ่ง | ดี : การยึดติดกับผิวเหล็กดีเทียบเท่ากับการชุบโลหะอื่นๆแบบใช้ไฟฟ้า | ดี : เมื่อมีการเตรียมผิวเหล็กอย่างถูกต้อง ด้วยการใช้วิธีพ่นผงเหล็กเพื่อขัดผิวเหล็กให้สะอาดจนถึงเหล็กขาว จากนั้นจึงพ่นชั้นสังกะสีหรือทาสีที่มีฝุ่นสังกะสีลงไปบนผิวเหล็ก | |
| ความต่อเนื่องและความสม่ำเสมอของชั้นสังกะสี | ผิวเหล็กบริเวณที่ไม่มีชั้นสังกะสีเคลือบอยู่จะสังเกตเห็นเป็นจุดสีดำอย่างชัดเจน ชั้นสังกะสีส่วนใหญ่จะเรียบสม่ำเสมอกัน ยกเว้นในบางจุดที่สังกะสีไหลกลับลงบ่อชุบไม่ทัน เช่นบริเวณส่วนปลายของชิ้นงานที่ออกจากบ่อชุบหลังสุด | ชั้นสังกะสีจะสม่ำเสมอภายใต้ข้อจำกัดของกระแสไฟฟ้าที่จ่ายให้กับบ่อชุบอย่างไรก็ตามชั้นสังกะสีอาจมีรูพรุนแต่นั่นไม่ใช่ปัญหา เพราะสังกะสีที่อยู่ใกล้เคียงจะช่วยป้องกันเหล็กบริเวณที่ไม่มีสังกะสีปกคลุมอยู่ ไม่ให้เกิดการผุกร่อน | ความสม่ำเสมอจะขึ้นอยู่กับทักษะและความสามารถของผู้ปฏิบัติงาน ชั้นสังกะสีที่ได้จะมีรูพรุนควรใช้สีทาทับอีกชั้นหนึ่งด้วย แต่ถ้าไม่ใช้สีทาทับ ในไม่ช้าสารประกอบของสังกะสีที่ผุกร่อนก็จะปิดรูพรุนเหล่านี้ทำให้อากาศและความชื้นไม่สามารถผ่านเข้าไปถึงเนื้อเหล็กข้างในได้ |
ชั้นสีจะมีรูพรุน แต่เมื่อใช้งานไปสักระยะ รูพรุนเหล่านี้จะถูกปิดทับด้วยสารประกอบของสังกะสีที่ผุกร่อน ทำให้อากาศและความชื้นไม่สามารถผ่านเข้าไปถึงเนื้อเหล็กได้ - บริเวณที่เป็นมุม ชั้นสีจะบางกว่าบริเวณอื่น |
| ความหนา | โดยทั่วไปความหนาจะอยู่ระหว่าง 50 – 125 ไมครอน แต่หากเหล็กที่นำมาชุบเป็นเหล็ก Killed Steel ซึ่งมีซิลิกอน (Si) สูง หรือเหล็กที่เตรียมผิวโดยการพ่นทราย / พ่นผงเหล็ก ชั้นสังกะสีอาจหนาได้ถึง250 ไมครอน สำหรับแผ่นเหล็กและลวดที่ใช้การชุบแบบต่อเนื่องจะมีความหนา 10 – 30 ไมครอน | ความหนาจะอยู่ในช่วง 3 – 15 ไมครอนขึ้นอยู่กับความต้องการ อย่างไรก็ตามสามารถชุบให้หนากว่านี้ได้แต่ไม่คุ้มค่าทางเศรษฐศาสตร์ | ความหนาอยู่ในช่วง 100 – 150 ไมครอนขึ้นอยู่กับความต้องการ แต่สามารถพ่นสังกะสีได้หนาถึง 500 ไมครอนได้ | สามารถทาสีให้หนาได้ถึง 40 ไมครอน ต่อการทาสี 1 ชั้น หากต้องการให้หนามากๆ ให้ทาทับหลายๆครั้ง |
| การขึ้นรูปและคุณสมบัติเชิงกลของชั้นสังกะสี |
สามารถแบ่งชั้นสังกะสีออกเป็น 2 ส่วนคือ 1)ชั้นโลหะผสมจะมีความแข็งสูง ต้านทานการขูดขีด และการกระแทกในระหว่างขนย้ายได้ดี แต่อาจเปราะแตกได้เมื่อนำไปดัดโค้ง 2)ชั้นสังกะสีบริสุทธิ์ เคลือบทับอยู่บนชั้นโลหะผสม ทำหน้าที่ป้องกันไม่ให้เหล็กสัมผัสกับบรรยากาศภายนอก ชิ้นงานที่นำมาชุบแบบจุ่มร้อนนี้โดยทั่วไปจะเป็นชิ้นงานที่ขึ้นรูปเรียบร้อย พร้อมนำไปใช้งานทันที เนื่องจากชั้นโลหะผสมอาจเปราะแตกได้หากนำไปขึ้นรูป อย่างไรก็ตามสำหรับแผ่นเหล็ก และลวดที่ชุบแบบต่อเนื่องจะมีชั้นโลหะผสมบางมาก ดังนั้นสามารถนำไปดัดโค้งหรือขึ้นรูปได้ตามสภาพการใช้งาน |
มีคุณสมบัติในการขึ้นรูปดีมากและสามารถทำการเชื่อมแบบจุด (Spot Welding) ได้ | การพ่นชั้นสังกะสีจะนิยมกับชิ้นงานที่ขึ้นรูปสำเร็จแล้ว หรือชิ้นงานที่ติดตั้งไปแล้วโดยที่ยังไม่มีการป้องกันการผุกร่อน ข้อดีของการชุบแบบนี้คือสามารถเชื่อมได้โดยลบชั้นสังกะสีออกจากแนวเชื่อมก่อน แล้วจึงพ่นชั้นสังกะสีทับเมื่อเชื่อมเสร็จ | ความสามารถในการต้านทานการขูดขีดดีกว่าสีที่ใช้กันอยู่ทั่วไป แผ่นเหล็กที่ผ่านการทาสีที่มีฝุ่นสังกะสีนี้สามารถนำไปขึ้นรูป และเชื่อมได้ |
| สภาพการใช้งานที่เหมาะสม |
- ใช้งใช้งานที่แจ้งในสภาพบรรยากาศทั่วไป -ใช้ในบริเวณที่มีสภาวะการกัดกร่อนสูงเช่นพื้นที่ใกล้ทะเล หรือในเขตอุตสาหกรรม |
- ใช้งานในร่มที่มีสภาพการกัดกร่อนไม่รุนแรง - ใช้เป็นส่วนประกอบของเครื่องใช้ภายในบ้าน |
- ใช้กับงานโครงสร้างที่ติดตั้งไปแล้ว แต่ยังไม่ได้ป้องกันการผุกร่อน - ใช้ในงานซ่อมบำรุงต่างๆ |
- ใช้กับงานโครงสร้างที่ติดตั้งไปแล้ว แต่ยังไม่ได้ป้องกันการผุกร่อน - ใช้ในงานซ่อมบำรุงต่างๆ - ใช้ทาซ่อมแซมชั้นสังกะสีบริเวณที่ชุบไม่ติด |
กลับไปที่เนื้อหา
มลพิษและของเสียต่างๆ จากการชุบโลหะและการจัดการสิ่งแวดล้อม
ตัวอย่างการจัดการสิ่งแวดล้อมสำหรับกระบวนการชุบทองแดง-นิกเกิล-โครเมียม
| มลพิษและของเสีย |
จุดที่เกิด |
ลักษณะ |
ปริมาณ |
อัตราการเกิดต่อหน่วยผล |
การบำบัด/กำจัด |
การแก้ไขที่ต้นทาง |
|
1. มลพิษน้ำ |
- บ่อล้างผิวชิ้น |
- น้ำเสียที่มีลักษณะสมบัติเป็นกรด หรือด่าง มีไขมันหรือโลหะ เช่น นิกเกิลเจือปน - น้ำเสียที่มีไซยาไนด์เจือปน - น้ำเสียที่มี Cr6+ เจือปน |
4,500 ลิตร 500 ลิตร |
918.37 ลิตร 102.04 ลิตร |
- บำบัดด้วยวิธีทางเคมี |
- ให้ชิ้นงานมีสารตกค้างที่จะต้องล้างออกใน |
|
- บ่อชุบ |
- สารละลายที่ใช้ชุบซึ่งหมดสภาพการใช้งาน เช่นสารละลายคอปเปอร์ไซยาไนด์ นิกเกิลซัลเฟต กรดโครมิค เป็นต้น |
50 ลิตร |
10.20 ลิตร |
- บำบัดด้วยวิธีทางเคมี |
- ใช้โครเมียมวาเลนซี 3+ แทนวาเลนซี 6+ |
|
|
- อุปกรณ์แลก |
- สารละลายที่มีลักษณะสมบัติเป็นกรด หรือด่าง |
3,530 ลิตร |
720.41 ลิตร |
- บำบัดด้วยวิธีทางเคมี |
- ใช้สารละลายกรด หรือด่าง สำหรับฟื้นฟูสภาพเรซิ่น แลกเปลี่ยนประจุในปริมาณที่เหมาะสม ไม่มากเกินความต้องการ |
|
|
- สครับเบอร์แบบบรรจุวัสดุ |
- น้ำเสียที่มีลักษณะสมบัติเป็นกรด |
1,180 ลิตร |
240.82 ลิตร |
- บำบัดด้วยวิธีทางเคมี |
- ปรับค่า pH ของน้ำที่ผ่านการใช้แล้วให้เหมาะสมแล้วหมุนเวียนกลับไปใช้ใหม่ |
|
|
2. มลพิษอากาศ |
- เครื่องขัดผิวชิ้น |
- ฝุ่น |
5-245 กรัม |
1 - 50 กรัม |
- สครับเบอร์แบบบรรจุวัสดุ หรือ |
- ใช้ Canopy hood ที่มีขนาดเหมาะสมสำหรับดูดฝุ่นข้าระบบบำบัด |
|
- ระบบดักฝุ่นแบบถุงกรองหรือ |
- ใช้ Canopy hood ที่มีขนาดเหมาะสมสำหรับดูดฝุ่นข้าระบบบำบัด |
|||||
|
- เครื่องดูดฝุ่นชนิดเคลื่อนที่ได้ |
- ใช้ Canopy hood ที่มีขนาดเหมาะสมสำหรับดูดฝุ่นข้าระบบบำบัด |
|||||
|
- บ่อกรดที่ใช้ทำความสะอาดผิวชิ้น |
- ไอกรด HCl หรือ H2SO4 |
3,528 กรัม |
720 กรัม |
- สครับเบอร์แบบบรรจุวัสดุ |
(Lateral ventilation) ที่มีขนาดเหมาะสมสำหรับดูดไอกรด เข้าระบบบำบัด |
|
|
- บ่อชุบโครเมียม |
- ไอกรดโครมิก (H2CrO4) |
50 กรัม |
10.2 กรัม |
- สครับเบอร์แบบบรรจุวัสดุ |
- ควรมีฝาปิดปากบ่อซึ่งจะเปิดเฉพาะช่วงที่ทำการชุบ เท่านั้น |
|
|
3. สิ่งปฏิกูลหรือวัสดุที่ไม่ใช้แล้ว |
- บ่อล้างไขมันด้วยด่าง |
- ไขมันและน้ำมัน |
5 - 50 กรัม |
1 - 10 กรัม |
- เก็บรวบรวมไว้ในอาคาร พื้นคอนกรีตที่ป้องกันการชะล้างจากน้ำฝน และมีรางดักน้ำฝนเข้าสู่ระบบบำบัดน้ำเสีย ก่อนส่งให้โรงงานผู้ให้บริการกำจัดกากอุตสาหกรรม1 |
- |
|
- บ่อปรับสภาพผิวด้วยกรด |
- กากของเสียในกรด (Slude in acid) |
5 - 98 กรัม |
1 - 20 กรัม |
- เก็บรวบรวมไว้ในอาคาร พื้นคอนกรีตที่ป้องกันการชะล้างจากน้ำฝน และมีรางดักน้ำฝนเข้าสู่ระบบบำบัดน้ำเสีย ก่อนส่งให้โรงงานผู้ให้บริการกำจัดกากอุตสาหกรรม1 |
- |
|
|
- ระบบบำบัดน้ำเสีย |
- กากตะกอน (Sludge) ที่มีโลหะหนักเจือปน |
103.80 กรัม |
21.18 กรัม |
- เก็บรวบรวมไว้ในอาคาร พื้นคอนกรีตที่ป้องกันการชะล้างจากน้ำฝน และมีรางดักน้ำฝนเข้าสู่ระบบบำบัดน้ำเสีย ก่อนส่งให้โรงงานผู้ให้บริการกำจัดกากอุตสาหกรรม1 |
- |
หมายเหตุ 1 การนำออกนอกโรงงานต้องได้รับอนุญาตจากกรมโรงงานอุตสาหกรรมก่อน
ที่มา : โรงงานที่สำรวจ (2550)
ตัวอย่างการจัดการสิ่งแวดล้อมสำหรับกระบวนการชุบสังกะสีด้วยวิธีจุ่มร้อน (Hot Dip Galvanizing)
มลพิษและ ของเสีย |
จุดที่เกิด |
ลักษณะ |
ปริมาณ |
อัตราการเกิดต่อหน่วยผล |
การบำบัด/กำจัด |
การแก้ไขที่ต้นทาง |
|
1. มลพิษน้ำ |
- บ่อล้างผิวชิ้นงาน |
- น้ำเสียที่มีลักษณะสมบัติเป็นด่างเจือปนไขมัน - น้ำเสียที่มีลักษณะสมบัติเป็นกรดเจือปนด้วยเหล็ก |
10 ลบ.ม. |
0.14 ลบ.ม. |
- บำบัดด้วยวิธีทางเคมี |
- ให้ชิ้นงานมีสารตกค้างที่จะต้องล้างออกในปริมาณที่น้อยที่สุด เช่น ยกชิ้นงานขึ้นช้า ๆ เพื่อให้สารละลายหยดคืนลงสู่บ่อให้มากที่สุดก่อนนำมาล้างผิว หรือใช้ลมที่สะอาดเป่า |
|
- บ่อลดอุณหภูมิชิ้นงานที่ชุบสังกะสีแล้ว |
- น้ำเสียที่มีสังกะสีออกไซด์เจือปน |
2.9 ลบ.ม. |
0.35 ลบ.ม. |
- บำบัดด้วยวิธีทางเคมี |
- อาจใช้ลมที่สะอาดเป่าเพื่อลดปริมาณน้ำใช้ |
|
|
- สครับเบอร์แบบบรรจุวัสดุ |
- น้ำเสียที่มีลักษณะสมบัติเป็นกรดเจือปนด้วยสังกะสี |
ไม่มีข้อมูล |
ไม่มีข้อมูล |
- บำบัดด้วยวิธีทางเคมี |
- ปรับค่า pH ของน้ำที่ผ่านการใช้แล้วให้เหมาะสมแล้วหมุนเวียนกลับไปใช้ใหม่ |
|
|
2. มลพิษอากาศ |
- บ่อล้างผิวชิ้น |
- ไอกรด HCl |
28.05 กก. |
3.95 กก. |
- สครับเบอร์แบบบรรจุวัสดุ |
(Lateral ventilation) ที่มีขนาดเหมาะสมสำหรับดูดไอกรด เข้าระบบบำบัด |
|
- บ่อชุบด้วยสังกะสีหลอมเหลว |
- ละอองไอNH4Cl, ZnO, ZnCl2 และไอน้ำ |
31.17 กก. |
4.39 กก. |
- สครับเบอร์แบบบรรจุวัสดุ |
(Lateral ventilation) ที่มีขนาดเหมาะสมสำหรับดูดไอกรด เข้าระบบบำบัด |
|
|
3. สิ่งปฏิกูลหรือวัสดุที่ไม่ใช้แล้ว |
- บ่อ Prefluxing |
- ออกไซด์ของเหล็กที่ถูกขจัดจากชิ้นงานแล้วถูกกรองออกมา |
143.42 กก. |
20.2 กก. |
- เก็บรวบรวมไว้ในอาคารพื้นคอนกรีตที่ป้องกันการชะล้างจากน้ำฝน และมีรางดักน้ำฝนเข้าสู่ระบบบำบัดน้ำเสีย ก่อนส่งให้โรงงานผู้ให้บริการกำจัดกากอุตสาหกรรม1 |
- |
|
- บ่อชุบด้วยสังกะสีหลอมเหลว |
- Zinc ash/Zinc dross |
5,403 กรัม |
761 กรัม |
- เก็บรวบรวมไว้ในอาคารพื้นคอนกรีตที่ป้องกันการชะล้างจากน้ำฝน และมีรางดักน้ำฝนเข้าสู่ระบบบำบัดน้ำเสีย ก่อนส่งให้โรงงานผู้ให้บริการกำจัดกากอุตสาหกรรม1 |
- |
|
|
- บ่อกระตุ้นผิวด้วยกรด |
- กากของเสียในกรด |
280 กก. |
39.51 กก. |
- เก็บรวบรวมไว้ในอาคารพื้นคอนกรีตที่ป้องกันการชะล้างจากน้ำฝน และมีรางดักน้ำฝนเข้าสู่ระบบบำบัดน้ำเสีย ก่อนส่งให้โรงงานผู้ให้บริการกำจัดกากอุตสาหกรรม1 |
- |
|
|
- ระบบบำบัดน้ำเสีย |
- กากตะกอน (Sludge) ที่มีสังกะสี เหล็ก และอาจมีโลหะหนักอื่น ๆ เจือปน |
ไม่มีข้อมูล |
ไม่มีข้อมูล |
- เก็บรวบรวมไว้ในอาคารพื้นคอนกรีตที่ป้องกันการชะล้างจากน้ำฝน และมีรางดักน้ำฝนเข้าสู่ระบบบำบัดน้ำเสีย ก่อนส่งให้โรงงานผู้ให้บริการกำจัดกากอุตสาหกรรม1 |
- |
หมายเหตุ 1 การนำออกนอกโรงงานต้องได้รับอนุญาตจากกรมโรงงานอุตสาหกรรมก่อน
ที่มา : โรงงานที่สำรวจ (2550)
กลับไปที่เนื้อหา
ความปลอดภัยและอาชีวอนามัย
กระบวนการชุบทองแดง นิกเกิล โครเมียม และการชุบสังกะสีแบบจุ่มร้อน มีการใช้สารเคมีหลากหลายชนิด ทั้งที่เป็นกรด ด่าง สารตัวทำละลาย เกลือแร่ และสารพิษ ได้แก่ กรดเกลือ กรดกำมะถัน กรดโครมิก โซเดียมไฮดรอกไซด์ นิกเกิลซัลเฟต นิกเกิลคลอไรด์ โซเดียมไบซัลเฟต โซเดียมไซยาไนด์ และโพแตสเซียมไซยาไนด์ เป็นต้น
ดังนั้นปัญหาความปลอดภัยและอาชีวอนามัยที่เกิดขึ้นส่วนใหญ่เกิดจากทั้งในกระบวนการ ผลิตและการเก็บรักษาสารเคมีอันตรายที่เกิดขึ้นและส่งผลต่อความปลอดภัยและสุขภาพอนามัยของผู้ปฏิบัติงาน ส่วนใหญ่เกิดจากฝุ่น ฟูม หรือไอสารเคมี จึงต้องมีมาตรการป้องกันทางวิศวกรรม เช่น การออกแบบระบบดูดฝุ่น การระบายอากาศ เป็นต้น รวมทั้งวิธีการจัดการที่เหมาะสมดังตาราง
สรุปการจัดการด้านความปลอดภัย และอาชีวอนามัยสำหรับกระบวนการชุบทองแดง-นิกเกิล-โครเมียม
จุดเสี่ยง |
ลักษณะความเสี่ยง |
ผลกระทบที่อาจเกิดขึ้น |
วิธีการจัดการ |
|
1. การจัดเก็บสารเคมี |
|||
|
1.1 การจัดเก็บสารเคมีกรด-ด่าง เช่น |
- ถังเก็บเกิดการชำรุดอาจมีกรด-ด่างรั่วไหล |
- กรด-ด่างที่รั่วไหลออกมาเป็นอันตรายต่อคนงาน เช่น สัมผัสผิวหนัง จะกัดเป็นผื่นแดงและเป็นแผลพุพอง กระเด็นเข้าตา หรือเข้าปากและจมูก มีผลทำลายเยื่อบุอย่างรุนแรงและเป็นอันตราย |
- ถังกรด-ด่าง ขนาดเกินกว่า 25,000 ลิตร มีการแยกจัดเก็บและสร้างกำแพง หรือเขื่อนกันกรด-ด่าง ตามกฎหมายกำหนด1 |
|
- การรั่วไหลของไอกรด-ด่าง |
- ไอกรด-ด่าง ระคายเคืองระบบทางเดินหายใจหลอดลมและปอด |
- พื้นที่จัดเก็บหรือห้องเก็บกรด-ด่าง ควรมีระบบระบายอากาศที่ดี เช่น มีหน้าต่าง หรือช่องลมสำหรับถ่ายเทอากาศอย่างน้อย 2 ทิศทาง |
|
|
1.2 สถานที่เก็บสารไวไฟ และตัวทำละลาย เช่น โทลูอีน ไตรคลอโรเอทิลีน เป็นต้น |
- การรั่วไหลออกจากภาชนะบรรจุ |
- สารไวไฟ และตัวทำละลายซึ่งเป็นสารไวไฟ รั่วไหลออกมากระทบกับความร้อนหรือประกายไฟ อาจทำให้เกิดเพลิงไหม้ได้ |
- จัดให้มีการตรวจสภาพถังบรรจุ ซีล และฝาปิดให้มีสภาพเหมาะสมกับการใช้งานอยู่เสมอ |
|
- ไอระเหยที่ฟุ้งกระจายเป็นอันตรายต่อคนงานในบริเวณดังกล่าว |
- ควรตรวจสอบ และปิดฝาภาชนะให้แน่นก่อนจัดเก็บทุกครั้ง |
||
|
- การจัดเก็บสารเคมีปะปนกัน ทำให้เกิดปฏิกริยาเคมี เช่น สารออกซิไดซ์ ทำปฏิกริยากับสารไวไฟ หรือตัวทำละลาย |
- เกิดความร้อนอาจลุกไหม้ติดไฟ หรือมีไอระเหยกลุ่มควันฟุ้งกระจาย |
- แยกกองเก็บ โดยการจัดระเบียบ ประเภท ชนิด ของสารเคมี และสารไวไฟ |
|
|
1.3 สถานที่เก็บสารเคมีอันตราย |
- วิธีการเก็บสารเคมีไม่ถูกต้อง และอาจเกิดการหกรั่วไหล หรือเพลิงไหม้ได้ |
- สูดดมก๊าซไฮโดรเจนไซยาไนด์ ซึ่งเป็นก๊าซพิษเกิดการระคายเคืองจมูก คอ และทางเดินหายใจและเกิดอาการพิษจากไซยาไนด์ ได้แก่ อ่อนเพลีย ปวดหัว ง่วง อาเจียน โคม่า และอาจเสียชีวิตได้ |
- ควรจัดให้มีการระบายอากาศที่เหมาะสม |
|
- คนงานต้องสวมใส่อุปกรณ์ป้องกันอันตรายส่วนบุคคลในขณะปฏิบัติงานเกี่ยวกับสารเคมีอันตราย เช่น ถุงมือยาง แว่นสวมป้องกันตา (Goggles) หน้ากากป้องกันสารเคมี เป็นต้น |
|||
|
- ควรมีมาตรการป้องกันไม่ให้คนงานรับสารเคมีเข้าทางปาก หรือจากการสัมผัส ได้แก่ การห้ามรับประทานอาหาร เปลี่ยนเสื้อผ้า ดื่มน้ำ หรือสูบบุหรี่ในขณะปฏิบัติงานผลิต ขนย้าย จัดเก็บสารเคมีอันตราย |
|||
|
- กรณีสารเคมีอันตรายหกรั่วไหลต้องจัดการทำความสะอาด และกำจัดสารเคมีออกไปตามคำแนะนำในข้อมูลความปลอดภัย (MSDS)) |
|||
|
- กำหนดให้พื้นที่จัดเก็บสารเคมีอันตรายเป็นพื้นที่ควบคุมห้ามมิให้บุคคลอื่นที่ไม่เกี่ยวข้องเข้ามาในบริเวณ โดยจะต้องปิดกุญแจห้องเก็บทุกครั้ง หลังจากที่ไม่มีการปฏิบัติงานในห้องนี้แล้ว |
|||
|
1.4 การจัดเก็บสารเคมีทั่วไป เช่น |
- ฝุ่นจากการขนถ่าย ภาชนะบรรจุแตกเสียหาย ฝุ่นฟุ้งกระจาย |
- ฝุ่นระคายเคืองต่อเยื่อบุตา ส่งผลกระทบต่อ |
- พื้นที่จัดเก็บหรือห้องเก็บสารเคมี ควรมีระบบระบายอากาศที่ดี เช่น มีหน้าต่าง หรือช่องลมสำหรับถ่ายเทอากาศอย่างน้อย 2 ทิศทาง |
|
2. เครื่องจักรลำเลียง เช่น เครน รอกไฟฟ้า รถยก |
- อุบัติเหตุระหว่างลำเลียง อาทิ สลิงชำรุด บรรทุกเกินน้ำหนัก เส้นทางจราจรไม่ชัดเจน |
- เกิดอันตรายต่อคนงาน |
- จัดให้มีการบำรุงรักษาเครื่องจักรเชิงป้องกัน |
|
3. การเตรียมผิวชิ้นงาน3.1 การขัดผิวโดยวิธีกล |
- ฝุ่นจากการขัดผิว |
- ฝุ่นระคายเคืองต่อเยื่อบุตา ส่งผลกระทบต่อ |
- ควรมีระบบดูดฝุ่นที่เกิดจากการขัดผิว โดยดูดทางท่อและ Hood ที่บริเวณใกล้หินเจียร หรือหินขัด |
|
4. การล้างไขมัน |
|||
|
4.1 การล้างด้วยตัวทำ |
- ไอระเหยของตัวทำละลาย |
- สูดดมหรือสัมผัสผิวหนังทำให้เกิดระคายเคือง |
- ควรล้างในภาชนะที่มีฝาปิดมิดชิดเป็นระบบปิด (Close system) เพื่อป้องกันการฟุ้งกระจายของไอระเหย |
|
- มีประกายไฟ หรือความร้อนเกิดขึ้นในบริเวณล้างไขมันด้วยตัวทำละลาย (Solvents) |
- เกิดเพลิงไหม้ หรือระเบิดอย่างรุนแรงได้ |
- บริเวณที่มีการปฏิบัติงานโดยใช้ตัวทำละลาย และสารไวไฟ ต้องไม่มีแหล่งกำเนิดประกายไฟ หรือเปลวไฟ หรือความร้อนที่อาจทำให้ตัวทำละลาย และสารไวไฟเกิดการลุกไหม้ หรือระเบิดได้ |
|
|
4.2 การล้างด้วยด่าง |
- สารละลายด่างกระเซ็น |
- สัมผัสผิวหนังมีฤทธิ์กัดผิวหนังเป็นผื่นแดง |
- ควรหลีกเลี่ยงการสัมผัสโดยตรง โดยเฉพาะเมื่อด่างมีความเข้มข้นมาก |
|
- กระเด็นเข้าตา แสบตาและระคายเคืองเยื่อบุตา |
- หากสัมผัสสารละลายด่างควรรีบปฐมพยาบาลเบื้องต้นโดยเร็ว ต้องรีบล้างด้วยน้ำมาก ๆ ทันที |
||
|
- เปียกพื้นทำให้ลื่น |
- ควรมีแผ่นรองหยด (Drain board) ระหว่างบ่อล้างไขมันด้วยด่างกับบ่อล้างด้วยน้ำเพื่อป้องกันการหยดไหลของด่างลงพื้น |
||
|
5. การกัดด้วยกรด |
- สารละลายกรดกระเซ็นจากการทำงาน |
- สัมผัสผิวหนังมีฤทธิ์กัดกร่อนอย่างแรงเกิดแผลพุพอง และแผลเป็น |
- ควรมีแผ่นรองหยด (Drain board) ระหว่างบ่อกัดสนิมด้วยกรดกับบ่อล้างด้วยน้ำ |
|
- ไอระเหยกรด |
- สูดดมเข้าไป ทำให้ระคายเคืองระบบทางเดินหายใจและปอด |
- ควรมีระบบกำจัดไอระเหยของกรดที่ครอบคลุม และมีประสิทธิภาพเพียงพอ ได้แก่พัดลมดูดอากาศ และ Wet scrubber เป็นต้น |
|
|
6. การชุบโลหะ |
- สารละลายของเกลือโลหะ |
- ถ้าถูกผิวหนังจะกัดผิวหนังเป็นแผลหรืออาจเกิดอาการแพ้เป็นผื่นบวมแดงได้ |
- หลีกเลี่ยงการสัมผัสโดยตรง หรือการกระเซ็นจากการทำงาน - ควรสวมใส่อุปกรณ์ป้องกัน เช่น แว่นตานิรภัย ถุงมือยาง เป็นต้น |
|
- ไอของกรดโครมิก |
- สัมผัสไอของกรดโครมิก เกิดอาการเป็นพิษฉับพลัน (Chromium, Chronic Toxic Affect) ง่วง ปวดศรีษะ กัดกร่อนผิวหนังและเยื่อบุตา กระทบต่อระบบทางเดินหายใจ และปอดก่อให้เกิดโรคมะเร็ง ตับ ไต และระบบทางเดินอาหาร |
- ควรมีระบบดูดไอระเหยของกรดโครมิกจากบ่อชุบ ส่งไปยังระบบบำบัดอากาศที่มีประสิทธิภาพเพียงพอ |
|
|
(1) กรณีสัมผัสให้ล้างตาหรือผิวหนังด้วยน้ำเป็นเวลานาน 15 นาที |
|||
|
- พื้นลื่น |
- ลื่น หกล้ม บาดเจ็บจากการทำงานเนื่องมาจากสารละลายหกรั่วไหลในพื้นที่ทำงาน |
- ในขณะยกชิ้นงานขึ้นจากบ่อชุบโลหะ ควรมีแผ่นรองหยด (Drain board) ระหว่างบ่อชุบโลหะกับบ่อล้างด้วยน้ำ |
|
|
- ชิ้นงานหลุด หล่นจากรอก เครน หรือรางลำเลียงแขวนเหนือบ่อชุบโลหะ |
- สารละลายเกลือโลหะกระเด็นถูกร่างกาย เป็นอันตราย |
- ควรตรวจสอบอุปกรณ์เคลื่อนย้ายชิ้นงานให้อยู่ในสภาพพร้อมใช้งาน |
|
|
- เครื่องจักร และอุปกรณ์ไฟฟ้าขัดข้อง หรือลัดวงจร |
- เป็นอันตรายต่อคนงาน |
- ควรมีการตรวจสอบ และทำความสะอาดเครื่องจักรอุปกรณ์ไฟฟ้าเป็นประจำ |
|
- ความร้อนบริเวณโดยรอบ |
- เหนื่อย อ่อนเพลีย เสียเหงื่อมาก |
- เมื่อเกิดผลกระทบทางกายภาพ ต่อร่างกายจากความร้อน เป็นต้น ต้องนำเข้าปฐมพยาบาลเบื้องต้น ทันที |
|
|
- บริเวณบ่อชุบโลหะซึ่งมีอุณหภูมิสูง ควรออกแบบระบบระบายอากาศเพิ่มเติมเช่น ระบบแลกเปลี่ยน อากาศเย็นเฉพาะจุด (Spot cooling) มีการดูดอากาศร้อนออกไปโดยใช้พัดลมดูดอากาศ เพื่อให้อากาศเย็นในบริเวณอื่นหมุนเวียนเข้ามาในที่คนงานทำงานอยู่เป็นประจำได้ ซึ่งมีผลทำให้สภาพแวดล้อมการทำงาน (Working environment) ดีขึ้น นอกจากนี้อาจใช้วิธีส่งกระแสลมเย็นมาที่จุดทำงานโดยตรงได้ด้วย |
|||
|
7. ระบบไฟฟ้า |
- แบบแปลนระบบไฟฟ้าไม่ถูกต้องตามความเป็นจริง |
- คนงานอาจต่อสายไฟหรือตัดกระแสไฟฟ้าผิดพลาด |
- จัดให้มีแบบแปลนระบบไฟฟ้าแสดงการติดตั้งระบบไฟฟ้าตามความเป็นจริง |
|
- ไม่มีการตรวจสอบระบบไฟฟ้า |
- อันตรายจากการปฏิบัติงานเกี่ยวกับไฟฟ้า |
- จัดให้มีการตรวจสอบไฟฟ้าและรับรองความปลอดภัยโดยวิศวกรไฟฟ้า |
|
|
- วัสดุ อุปกรณ์ และส่วนประกอบต่าง ๆ ไม่ได้มาตรฐาน |
- เกิดชำรุดและเสื่อมสภาพของอุปกรณ์ได้ง่ายและเป็นอันตรายต่อ |
- วัสดุอุปกรณ์และส่วนประกอบต่าง ๆ ของระบบไฟฟ้า เป็นไปตามมาตรฐานอุตสาหกรรม (มอก.) หรือมาตรฐานที่ยอมรับ |
|
|
- สายไฟฟ้า |
- กระแสไฟฟ้ารั่วเป็นอันตรายต่อคนงาน |
- จัดให้มีการตรวจสอบสภาพสายไฟฟ้าและสภาพอุปกรณ์ไฟฟ้า |
|
|
- ถ้าพบการชำรุดหรือมีกระแสไฟฟ้ารั่วให้ซ่อมแซมหรือเปลี่ยนใหม่ทันที |
|||
|
- การเดินสายไฟ |
- ไฟฟ้าลัดวงจรเป็นอันตรายต่อคนงานที่ทำงานกับเครื่องจักร |
- จัดให้มีการเดินสายไฟฟ้าเข้าเครื่องจักรโดยเดินท่อร้อยสายโลหะหนาฝังดิน หรือเดินลงมาจากที่สูง และใช้ท่อร้อยสายให้เรียบร้อย เว้นแต่ใช้สายไฟฟ้าชนิดที่มีฉนวนหุ้มเป็นพิเศษ |
|
|
- การเดินสายไฟฝังในผนังอาคารต้องเดินในท่อร้อยสายไฟฟ้า |
|||
|
- การเดินสายไฟในท่อโลหะ ให้ใช้ท่อร้อยสายไฟชนิดใช้สำหรับการเดินสายไฟฟ้าโดยเฉพาะ |
|||
|
- ไฟฟ้าลัดวงจรจากการถูกกระแทก หรือรถชน หรือเปียกชื้น |
- ห้ามเดินท่อร้อยสายไฟในบริเวณที่อาจจะถูกกระทบกระแทกได้ง่าย ในดินที่เปียกชื้น หรือมีไอกรด-ด่าง |
||
|
- สวิตซ์ไฟฟ้า |
- เพลิงไหม้จากการเปิด-ปิดสวิตซ์ไฟฟ้าในบริเวณที่มีไอระเหยของตัวทำละลาย หรือสารไวไฟ |
- ห้ามติดตั้งสวิตซ์ไฟฟ้าแบบธรรมดาที่ไม่ใช่ Explosion proof ในบริเวณที่มีสารระเหยไวไฟ หรือตัวทำละลาย |
|
|
- อันตรายจากการซ่อมแซมระบบไฟฟ้า |
- ขณะที่ปลดเมนสวิตซ์ (Main switch) หรือ (Cut-out) เพื่อตัดกระแสไฟฟ้าจากแหล่งจ่ายไฟ ต้องติดป้ายกำกับ (Lock out / Tag out) โดยการแขวนป้ายเตือนห้ามเดินเครื่องจักร |
||
|
- แผงควบคุมไฟฟ้า |
- ไฟฟ้าลัดวงจรเป็นอันตรายต่อคนงาน |
- แผงควบคุมไฟฟ้าต้องสะอาดไม่มีฝุ่นละอองสะสม เพื่อป้องกันไฟฟ้าลัดวงจรจากความชื้นที่เกิดจากฝุ่นละออง |
|
|
- บริเวณแผงควบคุมไฟฟ้าต้องไม่มีสิ่งกีดขวาง เพื่อให้สามารถปฏิบัติงานในทันท่วงทีในกรณีฉุกเฉิน |
|||
|
- แผงควบคุมไฟฟ้า ต้องมีอุปกรณ์ตัดกระแสไฟฟ้าเมื่อไฟฟ้าลัดวงจร ได้แก่ ฟิวส์ เซอร์กิตเบรกเกอร์ (Circuit breaker) เป็นต้น |
|||
|
- การใช้เครื่องมือที่ไม่เป็นฉนวนหรือมีสื่อไฟฟ้า |
- กระแสไฟฟ้าไหลผ่านเข้าสู่ตัวคนงาน |
- ควรใช้เครื่องมือต่าง ๆ เช่น คีม ไขควง เป็นต้น เป็นชนิดมีฉนวนไฟฟ้าหุ้ม |
|
|
- ห้ามทำงานเกี่ยวกับไฟฟ้าในขณะที่ร่างกายเปียกน้ำ |
|||
|
8. ความปลอดภัยด้านอัคคีภัย |
|||
|
8.1 ระบบป้องกันอัคคีภัย และระงับอัคคีภัย |
- ไม่สามารถปฏิบัติการป้องกันได้ทันท่วงที |
- ทรัพย์สินเสียหาย |
- มีการตรวจสอบความพร้อม และสภาพของระบบน้ำดับเพลิง ถังดับเพลิง ระบบแจ้งเหตุเพลิงไหม้ และระบบดับเพลิงอื่น ๆ |
|
- มีขั้นตอน หรือแผนการปฏิบัติงานเมื่อระบบดับเพลิงทำงาน |
|||
|
- มีการฝึกซ้อมดับเพลิงเป็นประจำอย่างน้อยปีละ 1 ครั้ง |
|||
|
- มีการเตรียมปริมาณน้ำดับเพลิงให้เพียงพอสำหรับเหตุฉุกเฉิน |
|||
|
8.2 ทางออกฉุกเฉิน |
- การกีดขวาง และหนีไฟไม่สะดวก |
- เป็นอันตรายต่อคนงาน |
- มีการจัดเก็บสิ่งของต่าง ๆ ที่กีดขวางบริเวณประตู หรือเส้นทางหนีไฟ |
|
และทางหนีไฟ |
- มีการติดตั้งแผนผังแสดงเส้นทางหนีไฟในพื้นที่ที่สามารถเห็นได้อย่างชัดเจน |
||
|
- มีมาตรการ และฝึกซ้อมการอพยพเมื่อมีเหตุเพลิงไหม้ |
|||
|
- มีการติดตั้งป้ายบอกเส้นทางการหนีไฟทุกระยะ 60 เมตร ในเส้นทางการหนีไฟ |
|||
|
- ควรมีการติดตั้งระบบแจ้งเหตุเพลิงไหม้ |
|||
|
- ควรมีการติดตั้งระบบไฟฟ้าแสงสว่างฉุกเฉินที่ประตูหนีไฟ และเส้นทางหนีไฟ อย่างพอเพียง |
|||
|
- ควรมีการตรวจสอบ และทดสอบระบบไฟฟ้าแสงสว่างฉุกเฉินตามรอบอายุการใช้งาน |
|||
|
9. อาชีวอนามัย |
- อันตรายจากการสูดดมและสัมผัสสารเคมี |
- ความเจ็บป่วย |
- มีการออกแบบเครื่องจักรให้มีความปลอดภัยในการปฏิบัติงาน |
|
- การทำงานที่เสี่ยงอันตราย |
- โรคอื่นเนื่องมาจากการทำงาน |
- จัดให้มีการฝึกอบรมความรู้เกี่ยวกับสารเคมีและความปลอดภัย |
|
|
- การได้รับสารเคมีสะสมต่อเนื่อง |
- ความสามารถในการทำงานของคนงานลดลง |
- จัดหาอุปกรณ์ป้องกันอันตรายส่วนบุคคลและอุปกรณ์ที่ใช้ในกรณีฉุกเฉินให้เหมาะสมและถ้วน |
|
|
- คนงานเจ็บป่วยจากสภาพการทำงานที่ไม่ปลอดภัย |
- ค่าใช้จ่ายในการรักษาพยาบาลและฝึกอบรมคนงานใหม่ |
- จัดสวัสดิการเกี่ยวกับสุขภาพอนามัยของคนงาน เช่น มีน้ำดื่มสะอาด ห้องน้ำและส้วม ถูกต้องตามสุขลักษณะและมีจำนวนปริมาณเพียงพอ |
|
|
- จัดให้มีการปฐมพยาบาลและการรักษาพยาบาล เช่น จัดชุดปฐมพยาบาล (First-aid kits) |
|||
| หมายเหตุ 1 ประกาศกระทรวงอุตสาหกรรม ฉบับที่ 24 (พ.ศ. 2530) ออกตามความในพระราชบัญญัติโรงงาน พ.ศ. 2512 เรื่อง หน้าที่ของผู้รับใบอนุญาตประกอบกิจการโรงงาน 2 มาตรฐาน ANSI Z358.1-1998 “Emergency Eye Wash and Shower Equipment” |
|||
กลับไปที่เนื้อหา

 (953573)
(953573)  (199987)
(199987)  (277825)
(277825) 